

Drahtverbindung
FAKTENBLATT ZUR WISSENSBASIS
Was ist Drahtbonden?
Beim Drahtbonden wird ein dünner Draht aus weichem Metall ohne Lötmittel, Flussmittel und in manchen Fällen unter Hitzeeinwirkung (über 150 °C) mit einer geeigneten Metalloberfläche verbunden. Zu den weichen Metallen zählen Gold (Au), Kupfer (Cu), Silber (Ag), Aluminium (Al) und Legierungen wie Palladium-Silber (PdAg).
Verständnis von Drahtbondtechniken und -prozessen für Anwendungen in der Mikroelektronikmontage.
Keilklebetechniken / -verfahren: Band-, Thermoson-Kugel- und Ultraschall-Keilkleben
Drahtbonden ist das Verfahren zur Herstellung von Verbindungen zwischen einem integrierten Schaltkreis (IC) oder einem ähnlichen Halbleiterbauelement und seinem Gehäuse bzw. Leadframe während der Fertigung. Es wird heutzutage auch häufig zur Herstellung elektrischer Verbindungen in Lithium-Ionen-Akkus eingesetzt. Drahtbonden gilt allgemein als die kostengünstigste und flexibelste der verfügbaren mikroelektronischen Verbindungstechnologien und wird in den meisten heute produzierten Halbleitergehäusen verwendet. Es gibt verschiedene Drahtbondtechniken, darunter: Thermokompressions-Drahtbonden:
Die Thermokompressions-Drahtbondierung (das Verbinden zweier Oberflächen, üblicherweise Gold, unter Anpressdruck und bei hohen Grenzflächentemperaturen von typischerweise über 300 °C, um eine Schweißverbindung herzustellen) wurde ursprünglich in den 1950er Jahren für mikroelektronische Verbindungen entwickelt. Sie wurde jedoch in den 1960er Jahren schnell durch Ultraschall- und Thermoschallbonden als dominierende Verbindungstechnologie abgelöst. Thermokompressionsbonden wird heute noch für Nischenanwendungen eingesetzt, aber von Herstellern aufgrund der hohen (oftmals schädlichen) Grenzflächentemperaturen, die für eine erfolgreiche Verbindung erforderlich sind, im Allgemeinen vermieden. Ultraschall-Keildrahtbonden:
In den 1960er Jahren etablierte sich das Ultraschall-Keildrahtbonden als dominierende Verbindungstechnik. Durch die Anwendung einer hochfrequenten Vibration (mittels eines Resonanzwandlers) auf das Bondwerkzeug in Kombination mit einer gleichzeitig wirkenden Klemmkraft konnten Aluminium- und Golddrähte bei Raumtemperatur verschweißt werden. Diese Ultraschallvibration trägt dazu bei, Verunreinigungen (Oxide, Fremdstoffe usw.) zu Beginn des Bondvorgangs von den Bondflächen zu entfernen und das Wachstum intermetallischer Phasen zu fördern, um die Verbindung weiter zu entwickeln und zu verstärken. Typische Frequenzen für das Bonden liegen zwischen 60 und 120 kHz. Das Ultraschall-Keil-Verfahren umfasst zwei Hauptprozesse: Großdrahtbonden (Drahtbonden) für Drähte mit einem Durchmesser von >100 µm und Feindrahtbonden (Drahtbonden) für Drähte mit einem Durchmesser von <75 µm. Beispiele für typische Ultraschall-Bondzyklen finden Sie hier für Feindraht und hier für Großdraht. Beim Ultraschall-Keil-Drahtbonden wird ein spezielles Bondwerkzeug, der sogenannte „Keil“, verwendet. Dieser besteht üblicherweise aus Wolframcarbid (für Aluminiumdraht) oder Titancarbid (für Golddraht), abhängig von den Prozessanforderungen und Drahtdurchmessern. Für spezielle Anwendungen sind auch Keile mit Keramikspitze erhältlich. Thermosonisches Drahtbonden:
Wenn zusätzliche Erwärmung erforderlich ist (typischerweise für Golddraht mit Bondgrenzflächen im Bereich von 100–250 °C), spricht man von Thermosonik-Drahtbonden. Dieses Verfahren bietet große Vorteile gegenüber der herkömmlichen Thermokompression, da deutlich niedrigere Grenzflächentemperaturen benötigt werden (das Bonden von Gold bei Raumtemperatur wurde zwar erwähnt, ist aber in der Praxis ohne zusätzliche Erwärmung unzuverlässig). Thermosonik-Kugelbonden:
Eine weitere Form des Thermosonischen Drahtbondens ist das Ballbonden (siehe hier den Ballbond-Zyklus). Dieses Verfahren nutzt ein keramisches Kapillarbondwerkzeug anstelle der herkömmlichen Keilkonstruktionen, um die Vorteile der Thermokompression und des Ultraschallbondens ohne deren Nachteile zu vereinen. Die Thermosonische Vibration sorgt für eine niedrige Grenzflächentemperatur, während die erste Verbindung, die thermisch komprimierte Ballbondung, es ermöglicht, den Draht und die sekundäre Bondung in beliebiger Richtung zu platzieren – nicht parallel zur ersten Bondung, was beim Ultraschall-Drahtbonden eine Einschränkung darstellt. Für die automatische Massenfertigung sind Ballbonder deutlich schneller als Ultraschall-/Thermosonic-(Keil-)Bonder, wodurch das Thermosonische Ballbonden in den letzten über 50 Jahren zur dominierenden Verbindungstechnologie in der Mikroelektronik geworden ist.
Das Bonden von Flachbandleitungen mit Metallbändern ist seit Jahrzehnten in der Hochfrequenz- und Mikrowellenelektronik Standard (Flachbandleitungen bieten eine deutliche Verbesserung der Signaldämpfung [Skin-Effekt] gegenüber herkömmlichen Runddrähten). Kleine Goldbänder mit typischerweise bis zu 75 µm Breite und 25 µm Dicke werden mittels Thermosonik-Verfahren mit einem großen, flachen Keilbondwerkzeug verbunden. Auch Aluminiumbänder mit bis zu 2000 µm Breite und 250 µm Dicke lassen sich mit Ultraschall-Keilbonden herstellen, da der Bedarf an Verbindungen mit geringerer Schleifengröße und hoher Dichte gestiegen ist.
Was ist Goldbonddraht?
Beim Golddrahtbonden werden zwei Golddrähte an zwei Punkten einer Baugruppe befestigt, um eine Verbindung oder einen elektrisch leitfähigen Pfad herzustellen. Wärme, Ultraschall und Druck werden eingesetzt, um die Anbindungspunkte für den Golddraht zu erzeugen. Der Prozess beginnt mit der Bildung einer Goldkugel an der Spitze des Drahtbondwerkzeugs, der Kapillare. Diese Kugel wird auf die erhitzte Oberfläche der Baugruppe gepresst, während gleichzeitig ein anwendungsspezifischer Druck und eine Ultraschallfrequenz von 60 kHz bis 152 kHz angewendet werden. Sobald die erste Verbindung hergestellt ist, wird der Draht präzise geführt, um die für die Geometrie der Baugruppe geeignete Schleifenform zu erzeugen. Die zweite Verbindung, oft auch als Naht bezeichnet, wird dann auf der anderen Oberfläche hergestellt, indem der Draht angedrückt und anschließend mit einer Klemme an der Verbindungsstelle abgetrennt wird.
Die Golddrahtbondierung bietet eine Verbindungsmethode innerhalb von Gehäusen, die eine hohe elektrische Leitfähigkeit aufweist, die fast um eine Größenordnung höher ist als bei manchen Lötverfahren. Darüber hinaus besitzen Golddrähte im Vergleich zu anderen Drahtmaterialien eine hohe Oxidationsbeständigkeit und sind weicher als die meisten anderen Materialien, was für empfindliche Oberflächen unerlässlich ist.
Der Prozess kann je nach den Anforderungen der Baugruppe variieren. Bei empfindlichen Materialien kann eine Goldkugel auf der zweiten Bondfläche platziert werden, um eine stärkere und gleichzeitig weichere Verbindung herzustellen und so Beschädigungen der Bauteiloberfläche zu vermeiden. Bei beengten Platzverhältnissen kann eine einzelne Kugel als Ausgangspunkt für zwei Bondverbindungen dienen und eine V-förmige Verbindung bilden. Wenn eine Drahtbondung besonders robust sein muss, kann eine Kugel auf einer Naht platziert werden, um eine Sicherheitsbondung zu erzeugen und so die Stabilität und Festigkeit des Drahtes zu erhöhen. Die vielfältigen Anwendungsmöglichkeiten und Variationen des Drahtbondens sind nahezu unbegrenzt und lassen sich durch die automatisierte Software der Drahtbondsysteme von Palomar realisieren.
Entwicklung des Drahtbondens:
Das Drahtbonden wurde in den 1950er-Jahren in Deutschland durch eine zufällige experimentelle Beobachtung entdeckt und seither zu einem hochpräzisen Verfahren weiterentwickelt. Heute findet es breite Anwendung bei der elektrischen Verbindung von Halbleiterchips mit Gehäuseanschlüssen, von Festplattenköpfen mit Vorverstärkern und vielen weiteren Anwendungen, die es ermöglichen, Alltagsgegenstände kleiner, intelligenter und effizienter zu gestalten.
Anwendungen von Bonddrähten
Die zunehmende Miniaturisierung in der Elektronik hat dazu geführt, dass
beim Bonden von Drähten zu wichtigen Bestandteilen von
elektronische Baugruppen.
Zu diesem Zweck werden feine und ultrafeine Bonddrähte verwendet.
Gold, Aluminium, Kupfer und Palladium werden verwendet. Höchste
An ihre Qualität werden hohe Anforderungen gestellt, insbesondere hinsichtlich
zur Gleichmäßigkeit der Drahteigenschaften.
Abhängig von ihrer chemischen Zusammensetzung und spezifischen
Eigenschaften, die Bonddrähte sind an die Bondierung angepasst
Die gewählte Technik und die automatischen Klebemaschinen werden verwendet.
sowie den verschiedenen Herausforderungen bei Montagetechnologien.
Heraeus Electronics bietet eine breite Produktpalette an.
für verschiedene Anwendungen der
Automobilindustrie
Telekommunikation
Halbleiterhersteller
Konsumgüterindustrie
Die Heraeus Bonding Wire-Produktgruppen sind:
Bonddrähte für Anwendungen in kunststoffgefüllten
elektronische Bauteile
Bonddrähte aus Aluminium und Aluminiumlegierungen für
Anwendungen, die eine niedrige Verarbeitungstemperatur erfordern
Kupferbonddrähte als technische und
kostengünstige Alternative zu Golddrähten
Verbindungsbänder aus Edel- und Nichtedelmetallen für
elektrische Verbindungen mit großen Kontaktflächen.
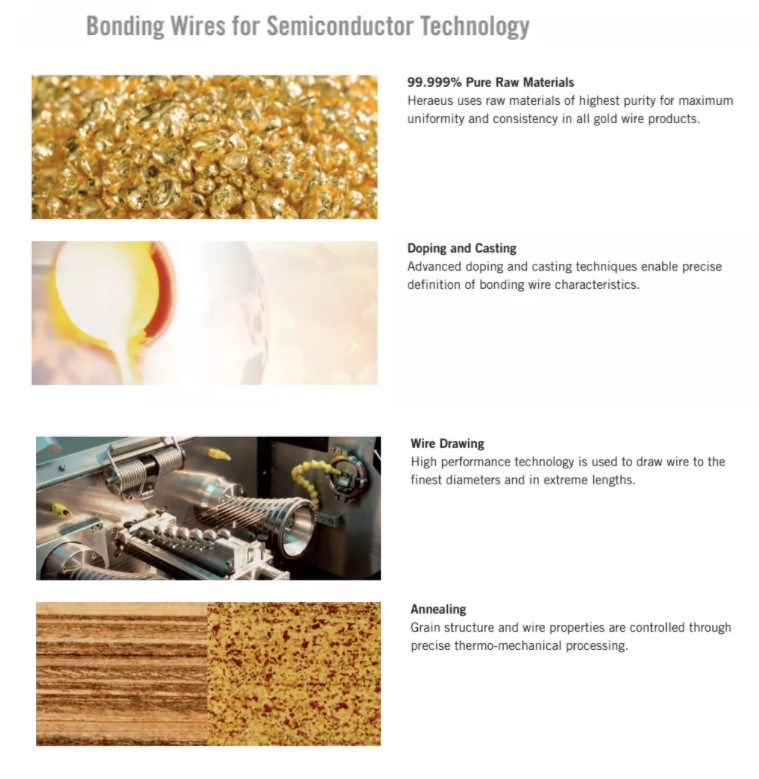

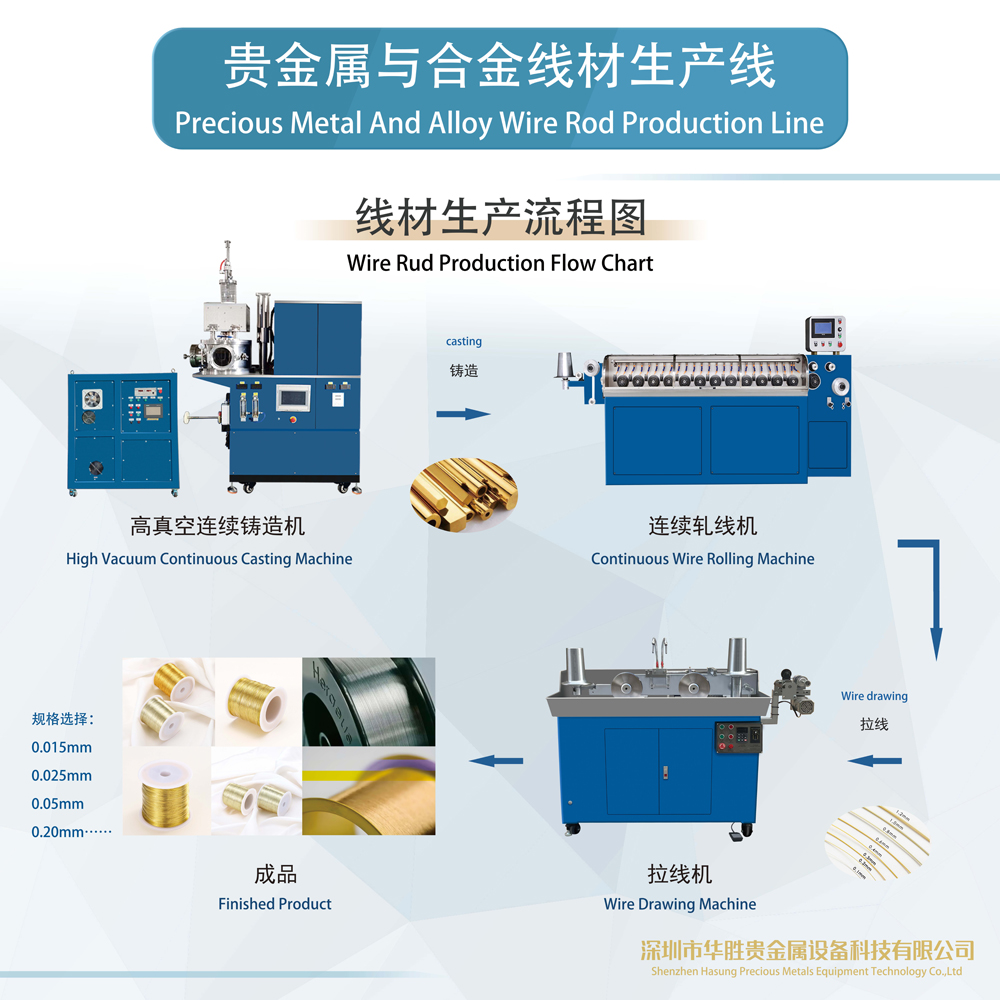
Produktionslinie für Bonddrähte
Veröffentlichungsdatum: 22. Juli 2022









